Technology
Proper seal installation assures sealing performance. How a seal is fitted is very important.
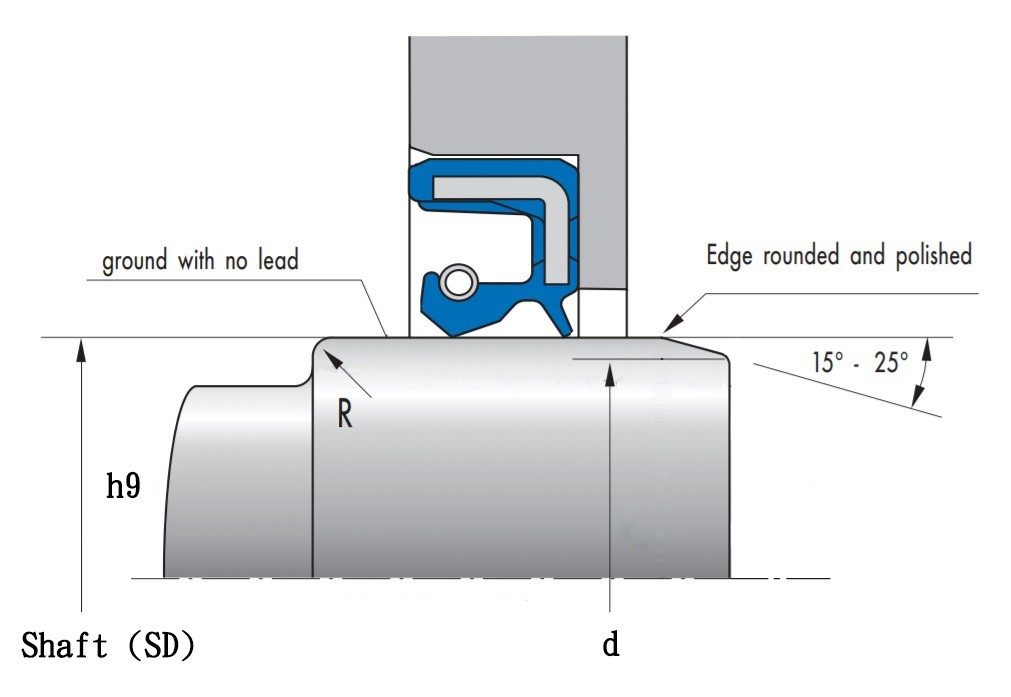
The end of shaft must be chamfered, corners must be rounded free from burrs and sharp edges to protect seals from damage during assembly. The contact area for the sealing lip has a crucial effect on the sealing.
Material
Steel, casting iron, hard chrome coating, engineering plastic, etc.
Hardness
For slower circumferential speed (<5m/sec), it is possible to run with untampered shaft. If speed is higher, the surface hardness must be hardened to minimum Rockwell 45 HRC.
With soiled media, dirt from outside, or circumferential speed > 12m/sec, hardness needs 60HRC, hardening thickness >0.3 mm
Most often used method is plunge-cut grinding, this can ensure non machine lead on the shaft. Too large roughness value cause a premature wear and leakage. Too low roughness value, the lubricant cannot reach the sealing edge. This will result premature gardening and cause cracks at sealing lip.
Recommend roughness value
Ra = 0.2~0.8um Rz = 1.0~5.0um Rmax ≦ 6.3µm
At operating pressure >1 bar
Ra = 0.2~0.4um Rz = 1.0~3.0um Rmax = 6.3µm
Shaft Diameter
|
Shaft Diameter |
Tolerance range(h9) |
Shaft Diameter |
d |
|---|---|---|---|
|
1~6 |
-30~0 |
1~10 |
SD-1.5 |
|
7~10 |
-36~0 |
11~20 |
SD-2 |
|
11~18 |
-43~0 |
21~30 |
SD-2.5 |
|
19~30 |
-52~0 |
31~40 |
SD-3 |
|
31~60 |
-62~0 |
41~50 |
SD-3.5 |
|
51~80 |
-74~0 |
51~70 |
SD-4 |
|
81~120 |
-87~0 |
71~90 |
SD-4.5 |
|
121~180 |
-100~0 |
91~140 |
SD-5 |
|
181~250 |
-115~0 |
141~250 |
SD-7 |
|
251~315 |
-130~0 |
>250 |
SD-11 |
|
316~400 |
-140~0 |
|
|